Carbon Steels Welding E9015-G na-eri maka gwongworo ihicha okporo ụzọ





Ọ dabara maka ịgbado ọkụ nke otu ọkwa nchara nwere ihe mejupụtara pụrụ iche dị ka injinia ike nuklia.

Kedu ihe bụ njirimara?
●Ụdị aka electrode sodium hydrogen dị ala.
●Arc kwụsiri ike, obere mkpọsa, mwepụ slag dị mfe.
●Ọrụ X-ray dị mma.
●Ọ nwere ezigbo mgbape na-eguzogide ma kwụsie ike n'ibu Njirimara.
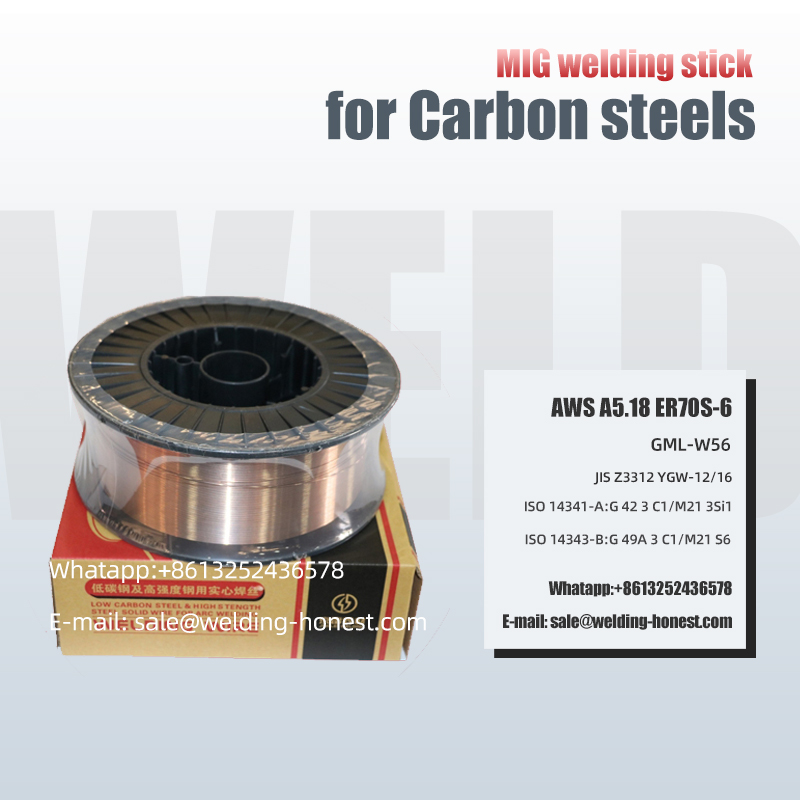
Usoro ngwaahịa
Ngwakọta kemịkal:
| ALOY(wt%) | C | Si | Mn | P | S | Ni | Cr | Mo | Ndị ọzọ |
| GB/T iwu | 0.065 | 0.42 | 1.21 | 0.08 | 0,006 | 1.1 | 0.025 | 0.33 | - |
ALA nke igwe:
| ALA | IKE (MPa) | IKE EXTENSION (MPa) | Okpomọkụ ℃xh | IMAPACT URU J/℃ | Ọgwụgwọ okpomọkụ °C*h | ||||
| GB/T iwu | 585 | 660 | 24 | 85/-50 | 620*4 | ||||
AKWỤKWỌ NDỊ DED WEL .DING PARAMETERS:
| Nkọwapụta DIAMETERS(mm) | 2.6*350 | 3.2*350 | 4.0 * 400 | 5.0 * 400 | |||||
| ELECTRICITY (Amp) | H/W | 55-85 | 90-130 | 130-180 | 180-240 | ||||
| O/W | 50-80 | 90-120 | 130-160 | - | |||||
Ụdị njem njem
●Ụgbọ njem ụgbọ ala

●Mbupu

Ụlọ nkwakọba ihe anyị


Anyị na-esonye na mmemme
●37,000 tọn ụgbọ mmiri izugbe

●Mwube mmanụ Qinghai Wunan mmanụ

Ngwaahịa anyị na ụwa

Ngwakọta kemịkal:
| ALOY(wt%) | C | Si | Mn | P | S | Ni | Cr | Mo | Ndị ọzọ |
| GB/T iwu | 0.065 | 0.42 | 1.21 | 0.08 | 0,006 | 1.1 | 0.025 | 0.33 | - |
ALA nke igwe:
| ALA | IKE (MPa) | IKE EXTENSION (MPa) | Okpomọkụ ℃xh | IMAPACT URU J/℃ | Ọgwụgwọ okpomọkụ °C*h | ||||
| GB/T iwu | 585 | 660 | 24 | 85/-50 | 620*4 | ||||
NDỊ AKWỤKWỌ NDỊ AKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWỤKWASỊAKWỤKWỌRỤRỤ
| Nkọwapụta DIAMETERS(mm) | 2.6*350 | 3.2*350 | 4.0 * 400 | 5.0 * 400 | |||||
| ELECTRICITY (Amp) | H/W | 55-85 | 90-130 | 130-180 | 180-240 | ||||
| O/W | 50-80 | 90-120 | 130-160 | - | |||||





Dee ozi gị ebe a ziga anyị ya